

Process
Electroforming Process
-
Smooth aperture walls, good paste release
-
Provides higher paste transfer efficiency
-
Have higher tensile strength and hardness
-
Repeatable paste release below surface area ratios of 0.5 (subject to the solder paste type as well as squeegee pressure)
-
Can be produced in non-standard thicknesses
-
Smallest Gap: 15μm
-
Smallest Pitch: 80μm
-
Smallest aperture: 50μm (+/- 5μm)
-
Aperture Accuracy: W2±5μm
-
Aperture-Inside Roughness: within 1μm
-
Accuracy of a thickness (step/non step): ±5μm
-
Thinnest achievement: 0.6mil
Laser Cut & Milling


The Tannlin T11 is our latest innovation in stencil laser systems The ultra-fast, highly integrated laser stencil cutting machine incorporates simultaneous automatic optical inspection, to guarantee perfect laser cut apertures for the highest performance stencils in electronics assembly processing.
Miling Stencil

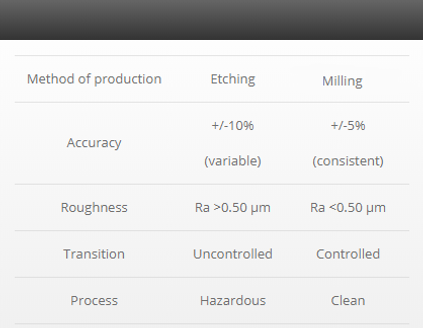
Z-Axis dimensional accuracy within 5μm
Complete edge control ensures a consistent angle and radius allowing apertures to be designed closer to steps and pockets
A more gradual transition in stepped areas can extend the life of the squeegee an
stop paste build-up within the transition
Controlled smooth transition between steps
-
Avoids deposition and hardening of paste
-
Decreased chance of damage to squeegee blade
Surface roughness in stepped areas similar to the original material
-
Less paste smearing
-
Reduced wiping frequency
-
Lower print pressure required
More repeatable printing process
-
Thickness accuracy increased
-
Constant accuracy in removal of material
Electro Polishing
-
Optimum for fine pitch printing.
-
Improvement of finishing for aperture wall surface after laser-cutting.

-
Making aperture's surface more smooth and obtained far better paste release performance, compared to our standard.
Cavity Stencil

Regular Specification
-
Thickness: 0.10 to 0.15mm (under 0.1mm, need to discuss)
-
Metal Size Available → Max 500*400
-
Minimum Cavity Dimension → 1.0mm
-
Minimum Distance (B) → 0.30 mm (thickness 0.1mm)
-
Minimum Distance (C) → 0.15 mm
-
Minimum Distance (D) → 0.30 mm
-
Minimum Distance (E) → 0.10 mm
-
Minimum Space / Rib (F) → 0.10 mm (depends on its pattern and opening shape)
Tolerances
1. Cavity Dimension X, Y Sizes ±0.02
※(Drill diameter Ø 0.5 or less, need to be discussed)
2. Cavity Depth ±0.02
※(Drill diameter Ø 0.5 or less, need to be discussed)
3. Thickness ±0.01
4. Opening Accuracy ±0.01
The Following information required
-
Cavity Dimension (X, Y Sizes)
-
Cavity depth
-
Cavities' rounded corner R (min 0.25) see right side
BON MARK INTERNAL PRINTING TEST IN SQUEEGEE

Normal Plain SQ

Dimpled SQ
Inside paste, solder particle movement is not enough active, which makes the paste still sticky (Less Move)
After squeegee stroke and when suqeegee head goes up, you can see the less amount of solder paste is brought up with squeege in Dimpled Squeegee (Right Photo), compared with (Left Photo –without dimpled)
%20blade.png)
Dimple (Nimfron) blade

Metal blade
Observation
Nimfron plating blade perform better rolling effect compare with current blade.